PAGKUHA PA SA IMONG MAGNABEND
Adunay ubay-ubay nga mga butang nga mahimo nimong buhaton aron mapauswag ang paglihok sa imong Magnabend Machine.
Pagmenos sa oras nga imong gigugol sa pagliko.Makatabang kini aron malikayan ang pag-init sa makina.Sa diha nga ang coil mag-init ang resistensya niini motaas ug busa kini mokuha og gamay nga kasamtangan ug sa ingon adunay gamay nga ampere-turns ug sa ingon dili kaayo magnetising force.
Hupti nga limpyo ang nawong sa magnet ug walay mahinungdanong burr.Ang mga burr mahimong luwas nga makuha gamit ang usa ka mill file.Hupti usab ang nawong sa magnet nga walay bisan unsang lubrication sama sa lana.Mahimo kini nga hinungdan nga ang workpiece ma-slide paatras sa dili pa mahuman ang liko.
Gibag-on nga Kapasidad:
Mawala sa magnet ang daghang puwersa sa pag-clamping kung adunay mga gintang sa hangin (o dili magnetic gaps) sa usa o daghan pa nga mga poste.
Kanunay nimong mabuntog kini nga problema pinaagi sa pagsal-ot sa usa ka piraso sa puthaw aron mapuno ang kal-ang.Kini mao ang ilabi na nga importante sa diha nga bending mas baga nga materyal.Ang piraso sa filler kinahanglan nga parehas nga gibag-on sa workpiece ug kinahanglan nga kini kanunay nga puthaw bisan unsa nga klase sa metal ang workpiece.Ang diagram sa ubos naghulagway niini:
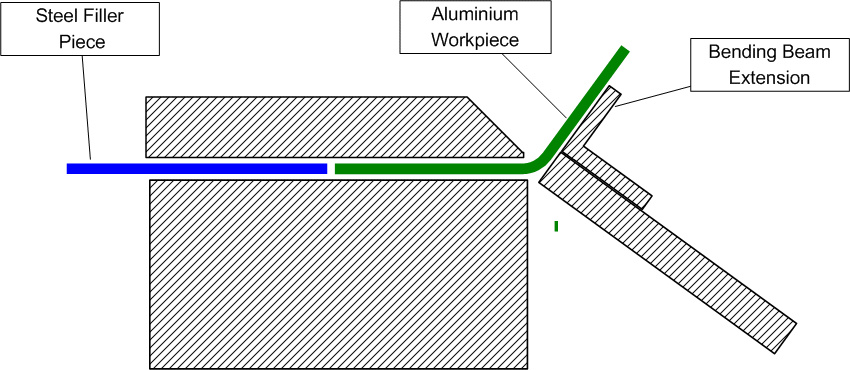
Ang laing paagi sa pagpaduko sa makina sa mas baga nga workpiece mao ang pagpahaom sa mas lapad nga extension nga piraso sa bending beam.Makahatag kini og dugang nga leverage sa workpiece, apan klaro nga dili kini makatabang gawas kung ang workpiece adunay igo nga lapad nga ngabil aron maapil ang extension.(Kini gihulagway usab sa dayagram sa ibabaw).
Espesyal nga Tooling:
Ang kasayon diin ang espesyal nga tooling mahimong ilakip sa Magnabend usa sa kusgan kaayo nga mga bahin niini.
Pananglitan ania ang usa ka clampbar nga gigama sa usa ka espesyal nga manipis nga ilong aron ma-accommodate ang pagporma sa usa ka sulud sa kahon sa usa ka workpiece.(Ang nipis nga ilong moresulta sa pipila ka pagkawala sa clamping force ug pipila ka pagkawala sa mekanikal nga kalig-on ug sa ingon mahimo lamang nga angay alang sa mas magaan nga gauge sa metal).(Usa ka tag-iya sa Magnabend migamit ug tooling nga sama niini para sa mga butang sa produksiyon nga adunay maayong resulta).

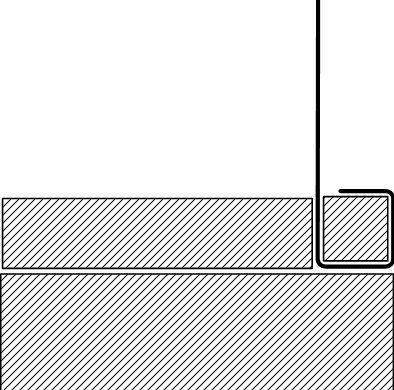
Kini nga porma sa sulab sa kahon mahimo usab nga maporma nga wala kinahanglana ang usa ka espesyal nga makina nga clampbar pinaagi sa paghiusa sa sukaranan nga mga seksyon sa asero aron mahimo ang tooling sama sa gipakita sa wala.
(Mas sayon ang paghimo niini nga estilo sa tooling apan dili kaayo sayon gamiton kon itandi sa espesyal nga makina nga clampbar).
Ang laing pananglitan sa espesyal nga tooling mao ang Slotted Clampbar.Ang paggamit niini gipasabut sa manwal ug kini gihulagway dinhi:

Kini nga piraso sa 6.3 mm (1/4") nga baga nga busbar gibawog sa Magnabend gamit ang usa ka espesyal nga clampbar nga adunay rebate nga gigaling pinaagi niini aron makuha ang busbar:
Rebated Clampbar alang sa bending copper busbar.
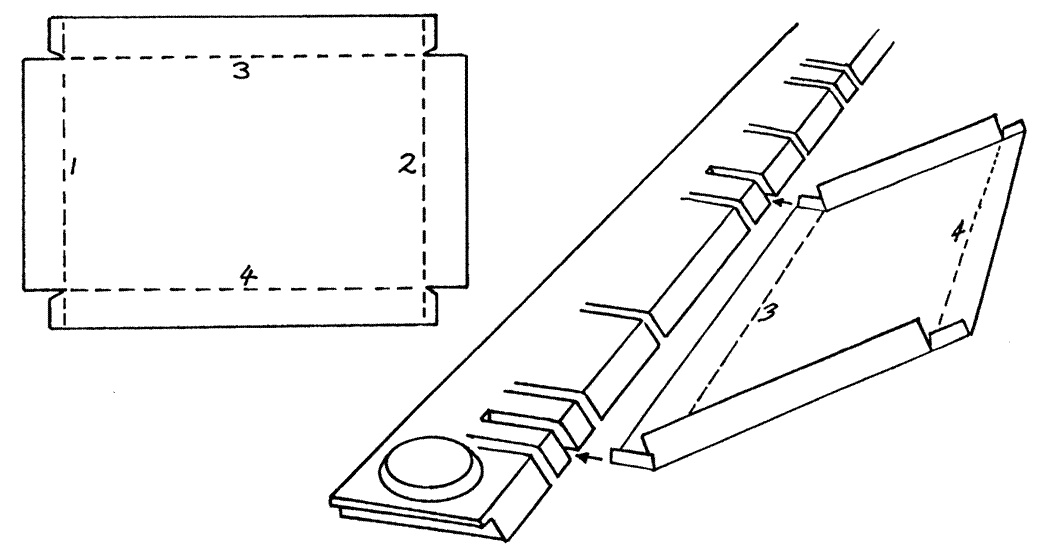
Adunay daghang mga posibilidad alang sa espesyal nga tooling.
Ania ang pipila ka mga sketch aron mahatagan ka sa matang sa ideya:
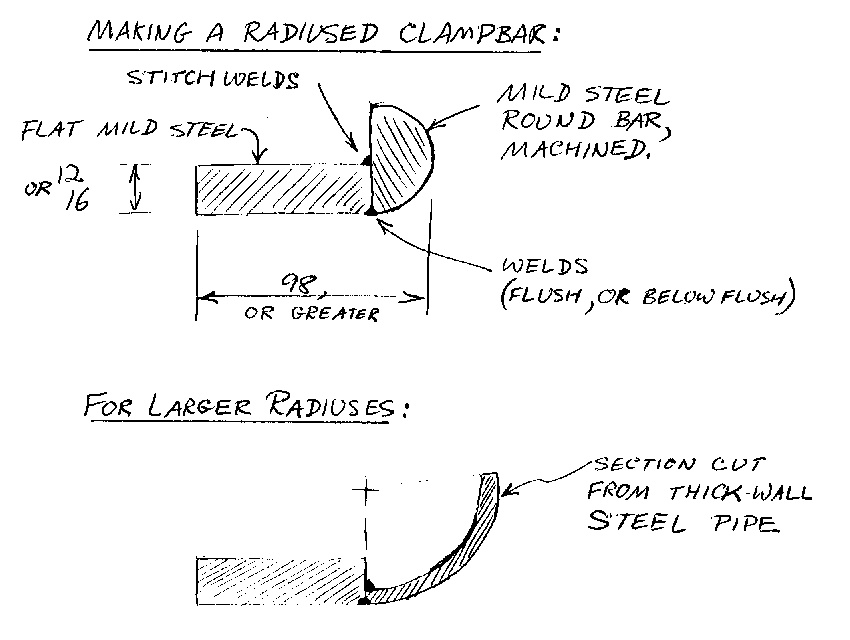
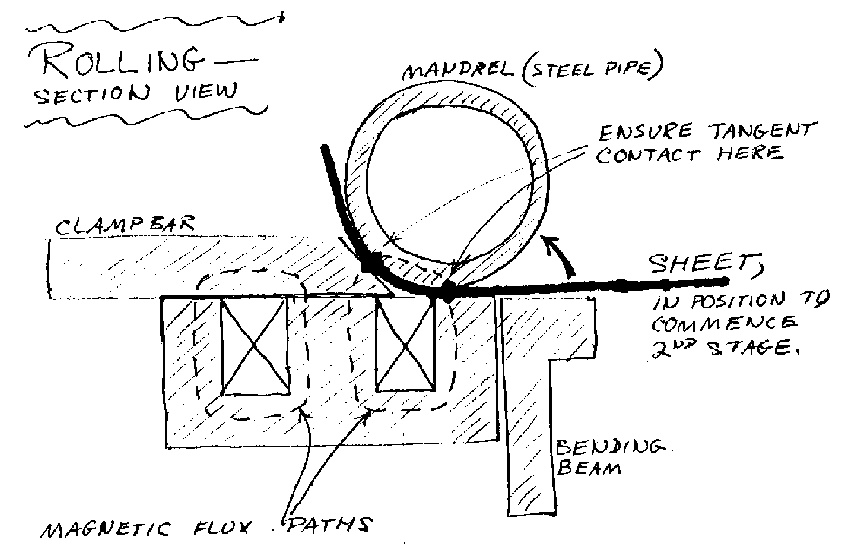
Kung mogamit ug non-attached pipe para maporma ang curve palihog timan-i ang mga detalye sa drawing sa ubos.Labing hinungdanon nga ang mga bahin gihan-ay sa paagi nga ang magnetic flux, nga girepresentahan sa mga dashed nga linya, makaagi sa seksyon sa tubo nga dili kinahanglan nga motabok sa usa ka hinungdanon nga gintang sa hangin.